Get better insights using manufacturing data management to power your Factory of the Future.
Data drives a connected factory. On the production line, every machine and every operator generates a range of powerful insights that can lead the way to your Factory of the Future.
Managing this data effectively is crucial to optimise production efficiency, maximise OEE, reduce waste and minimise human error. The end goal is to ultimately reduce the costs of manufacturing.
Data Management Framework
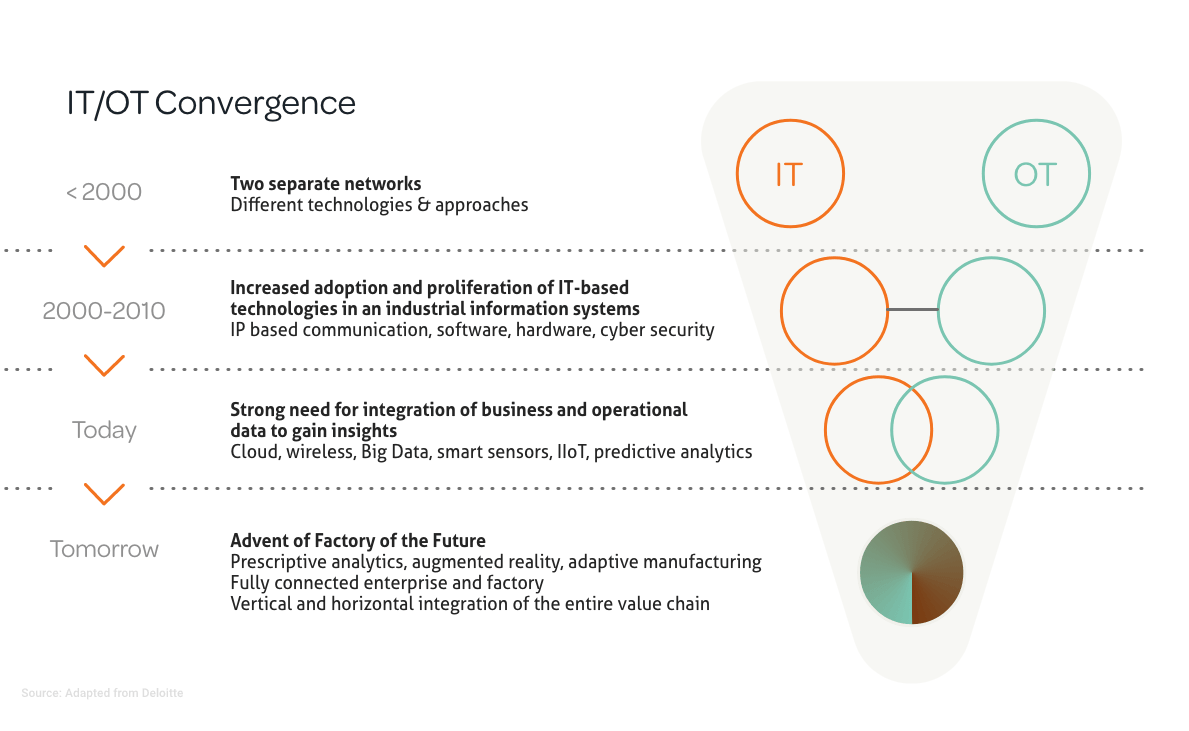
Operation teams need data and AI to correlate different sets of information to unlock the hidden potential in their operation through bridging Information Technology (IT) with Operational Technology (OT) with excellent data management.
One of the main challenges toward realising Industry 4.0 is the harmonisation of IT (e.g. the cloud, data storage, ERPs) and OT (e.g. machinery, operators, PLCs). Connecting every process to a centralised location where data can be analysed and stored is fundamental to a successful smart connected factory.
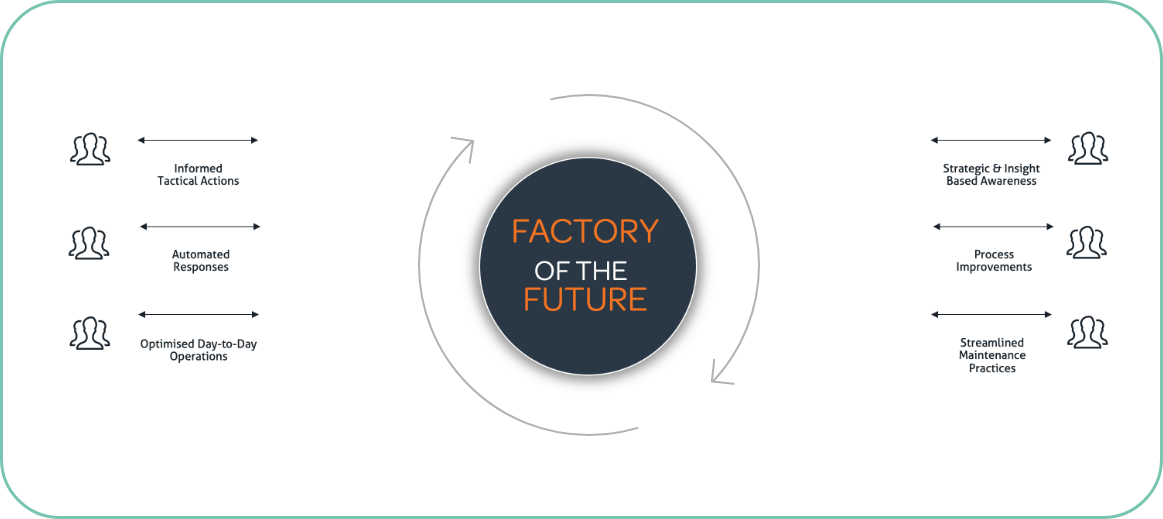
In the Factory of the Future, the concepts of data management provide the framework that allow better insights and informed actions to make operations smoother, more efficient and of higher value. Data management is crucial for better manufacturing insight and powers integrated smart factories to self-correct and move toward autonomous production.
Technology enablers such as AI, Machine Learning, and edge computing make it easier to adopt the Factory of the Future. When fully realised, this smart connected factory will put the right data in the hands of the right people so that they can take the right action at the right time.
How Data Can Help Overcome the Challenges of Adopting Industry 4.0

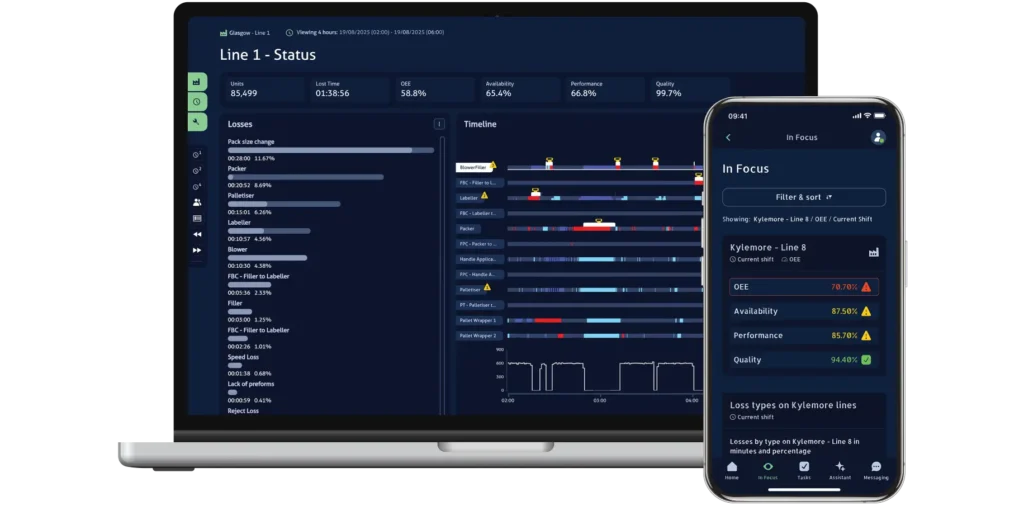
Many plants are data rich but information poor. Most new machines have smart connectivity capability. Even older machines generate data ranging from output volume, uptime, downtime and error logging. Factor in continuously upgraded lines, and often there can be an overwhelming amount of useful – but disconnected – data.
Connecting these data sources, and sending this data to a cloud storage, enables a smart factory to harness the power of interoperability, feeding each process in the line with pertinent and real-time data.
For data to be beneficial, it needs to drive actions and help teams understand what action is required. Powerful new technologies enable better, faster manufacturing insight.

Data Management Enablers
Cloud Security
The convenience of the cloud and robust security protocols protect your smart connected factory from external threats while facilitating data storage and information dissemination.
Edge Computing
Edge computing works seamlessly within the smart factory ecosystem to efficiently process data throughout the internal network of machines, operators and quality systems.
Azure
Microsoft Azure leverages cloud storage and latest computing innovations to enable safe and secure data management throughout a connected factory.
Data Collection & Architecture
Reams of data is collected across the shop-floor. Data collection at the source, including operator-generated data, and flexible storage architecture enables data correlation and analysis.
Cloud Reporting
Cloud reporting allows a connected factory to ingest enterprise-wide data in real-time to create a structured dataset for analysis, either instantaneously or historically.
Real-World Benefits of Transitioning to Factory of the Future
Optimised at every stage of production, your smart connected factory is agile, transparent, efficient and future proof.
 | Get manufacturing insight, not just KPI Track production data at every stage of the line to develop thorough production insights.For example, an operations manager at a dairy processing plant wants to know how many kilowatts are consumed per litre produced. Smart data management will help understand exactly how much energy is used by compiling energy usage information from every step along the process.Use these valuable insights to make real-time adjustments to output, modify planning and optimise OEE. |
| Optimise Production Scheduling Find those hidden inefficiencies. Sometimes even variables like the daylight in the factory can impact production output. Effects on operator performance or energy savings can be observed and stored in real-time or through historical analysis with connected data management.Robust data management gives operations teams insights into every detail of the production line to find improvements and optimisations in unexpected areas.Data management compiles and sorts all plant information so informed decisions can be made and new ideas can be stimulated. |  |
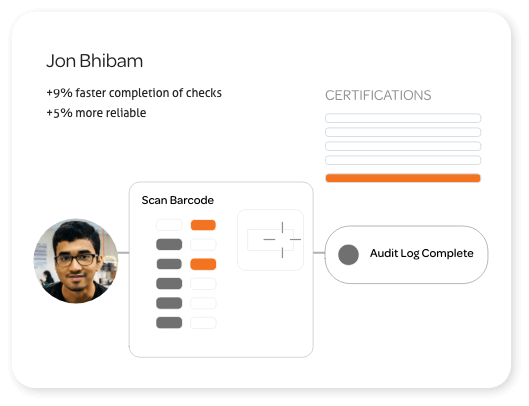 | Find People-Based Efficiencies Track individuals that always perform a task to leverage their expertise. On the other hand, have a clear view of employees that have not operated a particular piece of machinery in a given period and automatically be prompted for a skill refresh.Data management can allow plant managers to invest in their people, focus on skilling and maximise employee engagement through an empowered workforce. |
| Design your ideal line and lower cost of ownership Better manufacturing insights help operations teams understand which OEM equipment performs best for the lowest cost of ownership over time.Data management can help you build your ultimate line through using an end-to-end, complete dataset to optimise every component on the shop-floor – from maintenance regimes, quality control, production speed, and personnel scheduling. |  |
Optimise Data Management in Your Factory of the Future
A common thread to ensure a successful digital transition to the factory of the future is agility – from both the IT and OT sides.
Managing data effectively will allow your factory to adapt to changing circumstances, trends, and to be able to meet demand 365 days a year, as well as planning for maximum capacity utilisation.
Data management also optimises quality systems – by making the full range of information available to quality teams and inspectors.